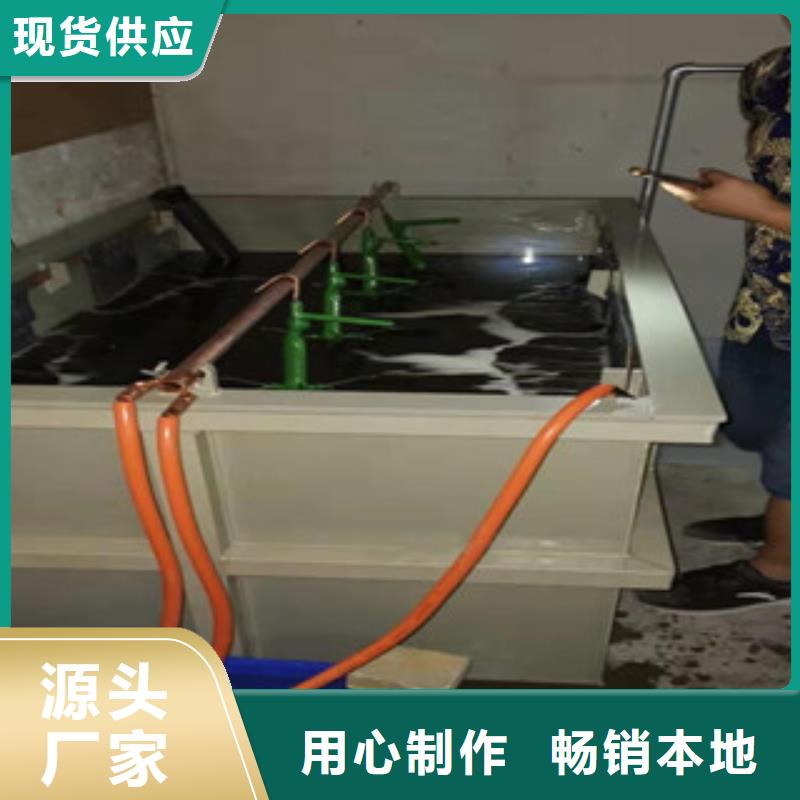
发货速度快的电解抛光设备供货商
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 不锈钢奥氏体马氏体 |
| 产地 | 张家港 |
| 规格 | 定做 |
| 类型 | 抛光 |
| 作用 | 增亮不锈钢光泽度去除焊点毛刺氧化皮等 |
| 型号 | DD-808 |
| 品牌 | 张家港灯鼎科技 |
| 可定制 | 是 |
| 型号 | DD-808 |
| 范围 | 发货速度快的电解抛光设备供货商供应范围覆盖江苏省、无锡市、惠山区、崇安区、南长区、北塘区、锡山区、滨湖区、江阴市、宜兴市等区域。 |

灯鼎牌高频整流机型号:
| 型号 | 电压 | 电流 | 功率(kw) | 尺寸(长宽高) |
| DD-701 | 12V | 100A | 1.2 | 300*250*200 |
| DD-702 | 12V | 200A | 2.4 | 300*250*200 |
| DD-703 | 12V | 300A | 3.6 | 300*250*200 |
| DD-704 | 12V | 500A | 6 | 350*350*300 |
| DD-705 | 12V | 1000A | 12 | 300*300*500 |
| DD-706 | 12V | 2000A | 24 | 300*300*500 |
| DD-707 | 12V | 3000A | 36 | 450*450*500 |
| DD-708 | 12V | 4000A | 48 | 450*450*500 |
| DD-709 | 12V | 5000A | 60 | 500*500*600 |
| DD-710 | 12V | 8000A | 96 | 500*500*800 |
| DD-711 | 12V | 10000A | 120 | 600*600*1500 |





公司主营 电解抛光设备。价格实惠,性价比高,厂家直销,品质放心,贴心服务无忧售后。
公司一直重视新产品实用性的结合,品质系列化,多元化
质量精细化,服务个性化,务求每个细节都令客户满意放心。

|
常 见 故 障 |
电解液成份不当 |
温度过低 |
温度过高 |
电流密度小 |
电流密度大 |
前处理清洗不良 |
时间太长 |
新配液体电解不足 |
气体运动造成 |
极距不当 |
挂具零件遮挡 |
零件表面带水 |
零件与阴极未相对 |
挂具接触不牢 |
零件电流密度不均 |
电解液使用时间太长 |
表面氧化皮未除净 |
表面水锈严重 |
|
|
表面有点腐蚀 |
● |
● |
|||||||||||||||||
|
不透明灰色膜 |
● |
● |
|||||||||||||||||
|
不均匀条纹、沟纹 |
● |
● |
● |
● |
● |
||||||||||||||
|
表面局部腐蚀、有斑点状 |
● |
● |
|||||||||||||||||
|
表面光亮度低、并粗糙 |
● |
● |
● |
||||||||||||||||
|
挂具接触点或凹处有灰色 |
● |
● |
|||||||||||||||||
|
边缘有色条纹、气带条纹 |
● |
● |
● |
● |
|||||||||||||||
|
接触点电火花击穿 |
● |
||||||||||||||||||
|
上面有密集均匀麻点、侧面较少 |
● |
● |
|||||||||||||||||
|
抛光速度慢,光亮度不足 |
● |
● |
● |
||||||||||||||||
|
抛光速度快但粗糙 |
● |
||||||||||||||||||
|
局部烧焦 |
● |
● |
|||||||||||||||||
|
棱角处及尖端腐蚀 |
● |
● |
● |
||||||||||||||||
|
工件有阴阳面、局部发雾 |
● |
● |
● |
● |
|||||||||||||||
|
不光亮、发雾 |
● |
● |
● |
||||||||||||||||
|
表面有亮的疤疖 |
● |
● |
● |
||||||||||||||||
|
表面呈乳白色 |
● |
||||||||||||||||||

产品




- 防辐射铅门新品上市 2025-12-26
- 价值观企业-好品质 2025-12-26
- 橡塑厂家发货快 2025-12-26
- 购买电缆满意后付款 2025-12-26
- 质量好的38护栏厂家批发 2025-12-26
- 重信誉海虹老人厂家价格 2025-12-26
- 烙馍机生产、运输、安装 2025-12-26
- 定制真金板的基地 2025-12-26
- 钢花管品质卓越 2025-12-26
- 不锈钢复合管护栏销售厂家 2025-12-26
- 大理聚丙烯酰胺1800万 2025-12-26
- 六安裕安定制3000吨钢板仓的基地 2025-12-26
- 宿迁到蚌埠生猪运输诚信经营 2025-12-26
- 返空车1高品质 2025-12-26
- H型钢产品齐全 2025-12-26
- 货物升降机量大价优 2025-12-26
- 桥梁护栏本地批发 2025-12-26
- 土工膜不满意可退货 2025-12-26
- 龙华发货速度快的水产养殖销售厂家 2025-12-26
- 东门水产养殖三年质保 2025-12-26
- 宝安水产养殖新品上市 2025-12-26
联系方式
